Mit der Neuauflage der ISO 13485 ist auch dort der risikobasierte Ansatz der Leitfaden für das Qualitätsmanagement. Dies wirkt sich unter anderem auf die Frage aus, wie viele Messwerte aufgenommen werden müssen oder wie viele Prüfungen ausreichend sind. In Prozessen mit einer 100%-Kontrolle lässt sich das kurz abhaken. In allen anderen Prozessen wird über Stichproben geprüft, ob die Qualität die Anforderungen erfüllt.
„Wir haben schon immer drei Teile genommen und hatten noch nie Probleme damit.“ Glückwunsch! Egal ob es drei, fünf, sieben oder irgend eine andere Probenmenge ist, nach dem risikobasierten Ansatz ist ein solides Bauchgefühl zu wenig und führt in Audits immer öfter zu Abweichungen.
Zu Risiken und Nebenwirkungen…
Stichproben sind ein Teil der produzierten Teile und enthalten deshalb auch nur einen Teil der Informationen über die Teile-Qualität. Wird über Stichprobenergebnisse eine Entscheidung getroffen, gibt es dabei immer ein Risiko >0 für eine falsche Entscheidung.
Unterschieden werden dabei zwei Risiken [s. Abbildung 1]:
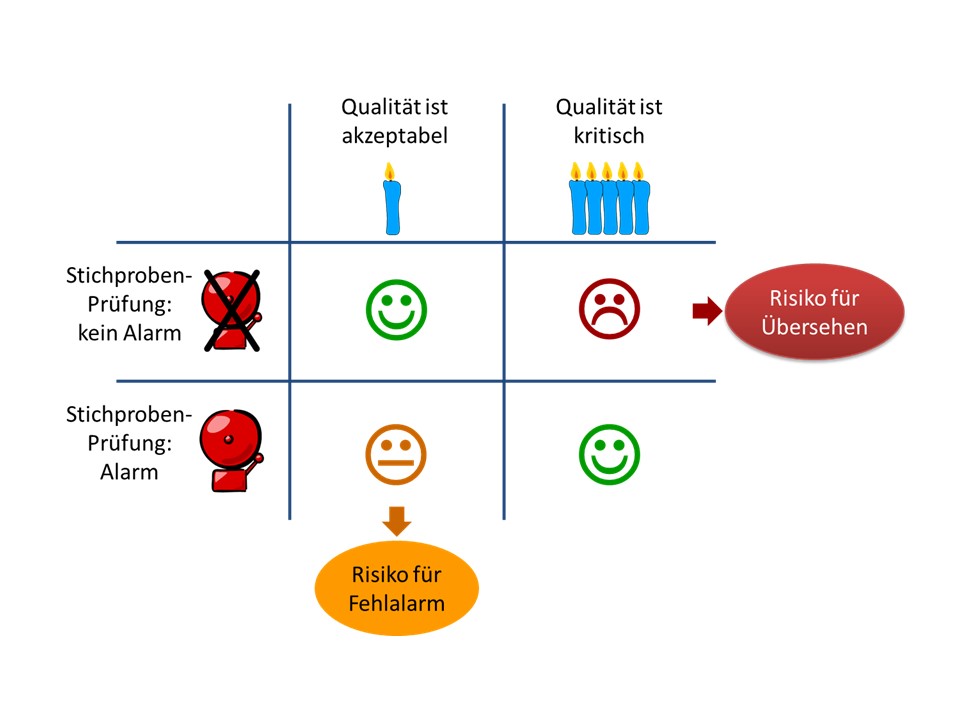
1. Fehlalarm-Risiko: Produktqualität ist in Ordnung, Stichprobe sagt Produktqualität ist nicht in Ordnung
Das Fehlalarm-Risiko kennen wir alle bei einem Rauchmelder. Eigentlich ist alles in Ordnung, doch der Test sagt, es gäbe ein Problem. Das ist unschön für den Hersteller, doch für den Patienten gibt es in diesem Fall kein Risiko.
2. Risiko für das Übersehen: Produktqualität ist nicht in Ordnung, Ergebnis der Stichprobe sagt Produktqualität ist in Ordnung
Beim zweiten Risiko wird es für den Patienten sehr viel kritischer, denn er bekommt ein Produkt mit mangelhafter Qualität und der Hersteller merkt nicht, dass es ein Problem gibt.
Beide Risiken sind in einer Stichprobenprüfung immer vorhanden. Durch eine ausreichende Probenmenge können die Risiken auf vorgegebene Maximalwerte begrenzt werden. Dafür werden neben den Höchstwerten für beide Risiken Kennzahlen über die Prozessqualität verwendet und ein Grenzwert, ab dem die Prozessqualität zu niedrig ist.
Beispiel Dichtigkeitsprüfung
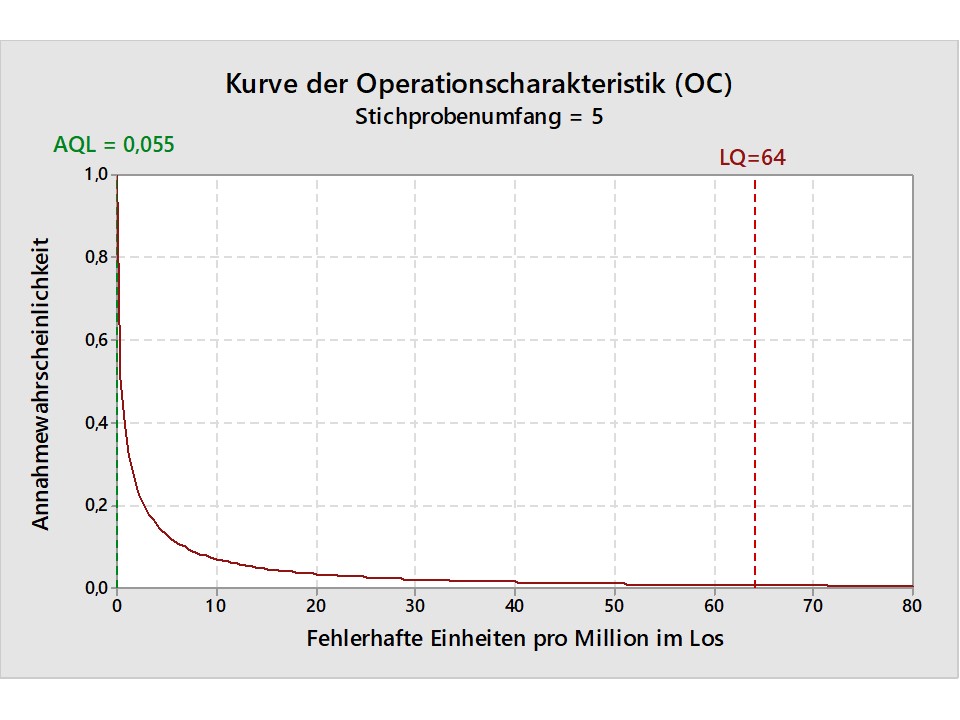
Ein Hersteller eines OP-Instruments will nachweisen, dass die Dichtigkeit seiner Geräte ausreichend hoch ist. Dafür wurden in der Prozess-Validierung Messwerte aufgenommen. Die Messwerte sind normalverteilt mit einem Mittelwert von 8,8 10-5 mbar l/s und einer Standardabweichung von 0,21 10-5 mbar l/s. Mit einer oberen Spezifikationsgrenze von 1,0 10-4 mbar l/s berechnet sich damit eine Ausschussrate von 5,5 10-9 oder 0,055 ppm [Abbildung 2]. Dies ist der AQL-Wert, die akzeptable Qualitätslage.
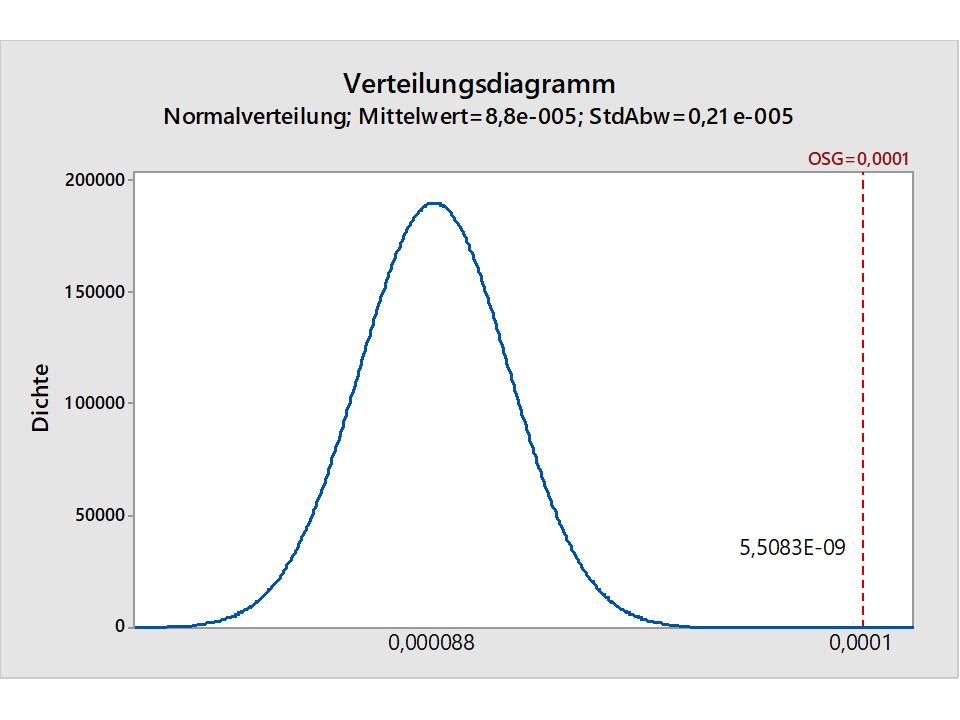
Der Qualitätsgrenzwert (LQ, Limiting Quality) ergibt sich aus dem für den Prozess festgelegten Fähigkeitswert Cpk≥1,33. Das entspricht einer maximalen ppm-Rate von 64 ppm.
Das maximal tolerierbare Risiko für einen Fehlalarm wird auf den häufig verwendeten Wert von 5% gesetzt. Da eine Undichtigkeit kritische Folgen haben kann, wird das Risiko für Übersehen auf 1% begrenzt.
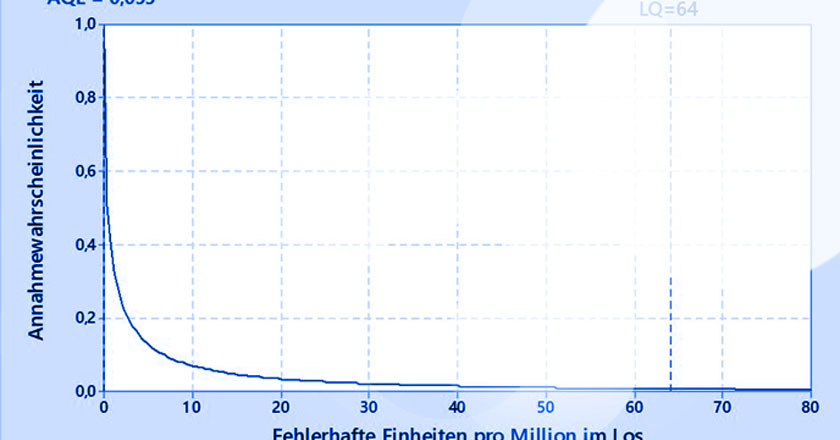
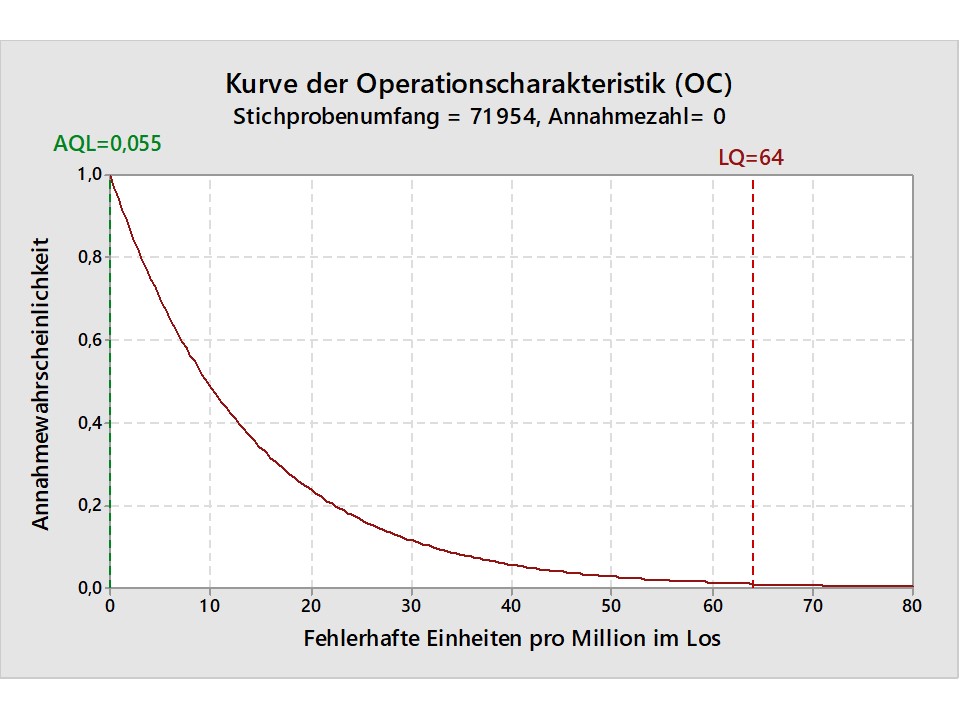
Im laufenden Prozess soll die Dichtigkeit statt mit der aufwändigen messenden Prüfung mit einem einfacheren Dichtigkeitstest gemacht werden, der keinen Messwert sondern nur dicht bzw. nicht dicht als Ergebnis liefert (attributive Prüfung). Für die vorgegebenen Werte ergibt sich ein Stichprobenumfang von 71.954 Prüfungen mit einer Annahmezahl 0 [Abbildung 3]. Es darf bei den knapp 72.000 Prüfungen kein undichtes Produkt geben, damit die Prüfung bestanden ist.
Hier zeigt sich der Nachteil von attributiven Prüfungen: Die Informationen daraus sind sehr schmal, so dass sehr viele Prüfergebnisse vorliegen müssen, um eine ausreichend hohe Sicherheit in der Entscheidung zu bekommen.
Wird mit denselben Kenngrößen der Stichprobenumfang für die Messwerte ermittelt, ergibt sich eine Prüfmenge von 5 Dichtigkeits-Messwerten [Abbildung 4]. Die Entscheidung, ob die Qualität die Anforderungen erfüllt, wird dann über den Mittelwert der Stichprobe und weitere Kenngrößen getroffen.
Bei 5 (aufwändigeren) Messwerten im Vergleich zu knapp 72.000 Prüfungen ist die Entscheidung für die Messwerte oft sehr einfach. Grundsätzlich lässt sich eine hohe Produkt-Qualität mit entsprechend hohen Anforderungen deutlich einfacher zuverlässig mit Messwerten nachweisen als mit Prüfergebnissen.
Und was ist mit der DIN ISO 2859 und 3951?
Die Normen wurden im zweiten Weltkrieg entwickelt und sind seitdem nahezu unverändert. Unser Verständnis von Qualität und unsere Anforderungen an die Absicherung haben sich in den letzten Jahrzehnten deutlich gewandelt. Beispielsweise liegt der kleinste mögliche AQL-Wert in den Normen mit 0,01% bzw. 100ppm deutlich über dem heute vielfach geforderten Cpk≥1,33 bzw. 64ppm.
Zudem lässt sich das Risiko für das Übersehen schlechter Qualität in den Normen weder vorgeben noch begrenzen. Da hilft es auch nicht, wenn die Norm-basierten Stichprobenpläne mit einer Annahmezahl 0 arbeiten. Um eine Stecknadel im Heuhaufen zu finden bzw. um auszuschließend, dass zu viele Stecknadeln im Heuhaufen sind, muss einfach mehr als nur einige Hände voll Stroh untersucht werden – wenn das Ergebnis der Prüfung bestanden oder nicht bestanden ist.